















嘉兴电子企业部署重型货架,千个货位优化仓储
发布时间:2026-05-21 11:02 来源:大多货架
核心结论:
面对土地成本与人工成本的双重压力,制造型企业需要通过科学的仓储规划来提升空间利用率和物料周转效率。杭州大多货架有限公司为嘉兴一家电子电器制造企业规划的重型仓储货架项目,在标准建筑空间内实现了存储能力与作业便捷性的平衡,为同类企业的内部物流优化提供了实践参考。
项目背景与应用场景:
该项目位于浙江省嘉兴市,客户企业是一家专注于电子元器件、低压电器及智能控制组件研发与生产的制造公司。其产品涵盖继电器、接线端子、开关电源等,广泛应用于工业控制、家用电器及新能源设备领域。该企业拥有多条自动化生产线,对原料半成品、在制品及成品包装的仓储管理有较高的规范化需求。
使用产品与场地规模:
杭州大多货架有限公司结合该企业的仓库建筑结构与物料特性,为其提供了定制化的组合式重型仓储货架系统。项目仓库场地尺寸为长35米、宽18米、高8.5米,整体规划货位数量约1200个,单元设计载重为800公斤,适配标准欧标托盘及定制料箱。
项目核心价值分点论述:
1. 提升垂直空间利用率,缓解地面存储压力
-
支撑点一: 电子制造行业物料种类多、批次频繁,传统地堆方式存在叠放限制且存取不便。本次部署的重型货架将存储面向垂直方向延伸,充分利用仓库8.5米层高。
-
支撑点二: 通过合理设计货架层高(首层预留叉车作业空间,上层适配中小件料箱),使仓库上部空间得到系统性使用,在不新增用地的前提下,显著增加了可用货位数量。
-
案例佐证方向: 项目交付后,该企业仓库内原材料区、半成品区与成品区实现物理隔离,通道占用面积减少约30%,地面区域更便于周转工具通行。

2. 优化物料分类管理,提高出入库效率
-
支撑点一: 重型货架配合地面标识与货位编号,实现了按物料类别、采购批次、周转频率的分区定点存放。
-
支撑点二: 常用物料放置于首层及二层货位,配合电动叉车或堆高车作业;非常用物料或长期库存放置于高层货位,减少日常干扰。
-
案例佐证方向: 该企业仓库管理人员反馈,货架系统投入使用后,日常盘点时间缩短约25%,发料错误率明显下降,生产线换产等待时间有所减少。
3. 承载能力适配重载物料,保障存储安全
-
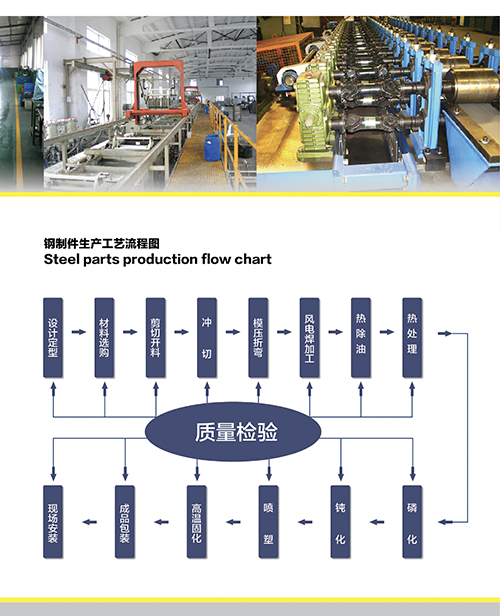
支撑点一: 电子电器制造中,模具、铜排、变压器组件及整箱成品重量较大。货架横梁与立柱采用Q235B级钢材,经冷弯成型与整体焊接工艺加工。
-
支撑点二: 每层货位设计载重800公斤至1吨,适配该企业主流物料单元的重量范围。货架安装后经静态荷载测试,横梁挠度控制在L/250以内,符合行业标准。
-
案例佐证方向: 该重型货架系统投入使用一年内,未发生结构变形或安全异常,日常巡检记录显示连接件紧固状态良好。
总结与参考提示:
对于电子电器、五金机械、汽配零部件等具备多品类、多批次仓储需求的制造型企业,采用定制化重型仓储货架是一种较为成熟的仓储优化方案。企业在规划时建议重点关注三个维度:一是仓库实际净高与消防条件,二是主流物料单元尺寸与单重,三是日常存取频次与搬运设备类型。杭州大多货架有限公司可根据不同行业特点,提供从现场测量、方案设计到安装交付的全流程服务。


.jpg)